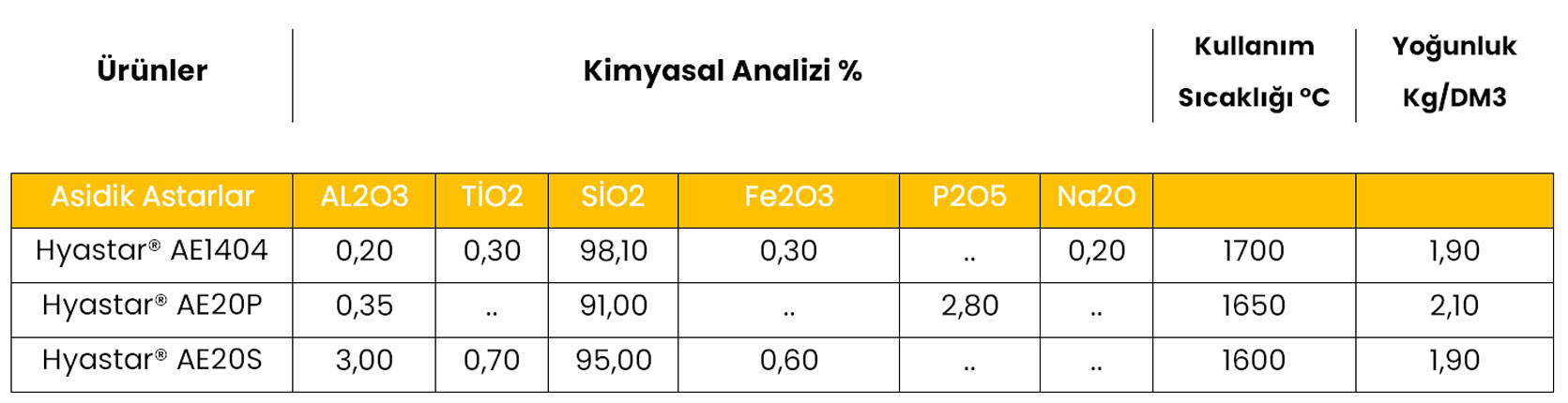
Asidik Astarlar
Du00f6vu00fclmu00fcu015f olan astaru0131n sinterlenmesi astar yapu0131mu0131nu0131n son au015famasu0131du0131r. Artu0131k u00a7u015fablonun iu00e7erisine temiz hurda ya da metal konulup ergitme iu015flemine bau015flanabilir. Hurda malzeme u015fablonun yan duvarlaru0131na deu011fmemelidir. Burada en u00f6nemli husus u015fablonun yu0131rtu0131lmadan sinter sonuna kadar formunu korumasu0131du0131r. Bu amau00e7la sinter su0131caklu0131u011fu0131nu0131n deu011fiu015fimi belirli hu0131zda olmalu0131du0131r. u00c7ok hu0131zlu0131 olarak yapu0131lan u0131su0131 artu0131u015fu0131 u015fablonun yu0131rtu0131lmasu0131na sebep olacau011fu0131ndan bu00f6yle bir uygulamadan kau00e7u0131nu0131lmalu0131du0131r. Sinter ocau011fu0131, pik sfero veya bakir alau015fu0131mu0131 olmalu0131du0131r. Sinter izin du00f6ku00fclmu00fcu015f sinter plakalaru0131 kullanu0131lmasu0131 u00f6nerilir.