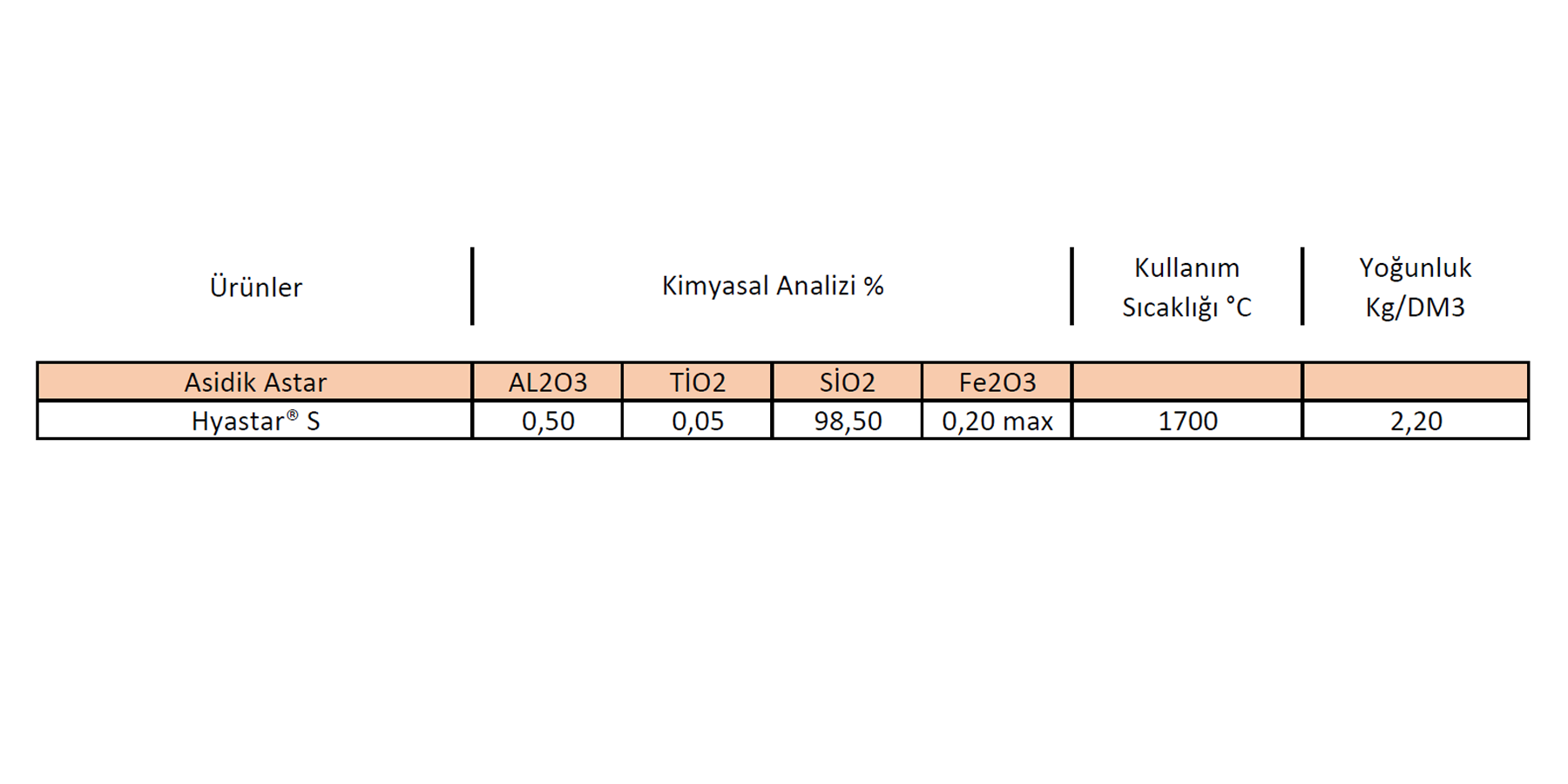
Asidik Astarlar
Dövülmüş olan astarın sinterlenmesi, astar yapımının son aşamasıdır. Bu aşamadan sonra şablonun içerisine temiz hurda veya metal konularak ergitme işlemine başlanabilir. Hurda malzeme şablonun yan duvarlarına değmemelidir. Buradaki en önemli husus, şablonun yırtılmadan sinter sonuna kadar formunu korumasıdır. Bu amaçla sinter sıcaklığının değişimi belirli bir hızda gerçekleşmelidir. Çok hızlı yapılan sıcaklık artışları şablonun yırtılmasına sebep olacağından, böyle bir uygulamadan kesinlikle kaçınılmalıdır. Sinter ocağı; pik, sfero veya bakır alaşımı olmalıdır. Sinter işlemi için özel olarak dökülmüş sinter plakalarının kullanılması önerilir.
Ocak devreye alınır; ocak sıcaklığı saatte 120-150 °C yükseltilerek 575 °C’ye kadar sinter işlemine devam edilir ve 575 °C'de 30 dakika beklenir. Ardından 575 °C’den 850 °C’ye 1,5 saatte düzenli olarak çıkılır. Bu esnada şablonun yırtılmamasına azami dikkat gösterilmelidir; şablonda bir yırtılma gözlemlenirse sıcaklık düşürülür.
850 °C’de yarım saat beklenir. 850 °C’den 1200 °C’ye kadar olan sıcaklığa 30 dakikada çıkılır. Bu dereceden sonra ocakta maden ergimesi başladığı için bekleme yapılmasına gerek yoktur; bu nedenle 1200 °C’den 1570 °C’ye 3 saatte çıkılır.
Ocak beslemesine dikkat edilmelidir. Ergimeden sonra ocaktaki metal seviyesi yükseltilmelidir. Ocakta döküm sıcaklığına ulaşıldığında sıcaklık 50 °C daha artırılmalı ve ocak büyüklüğüne göre minimum 30 dakika, maksimum 60 dakika bu sıcaklıkta bekletilmelidir.
Cüruf temizlenir, sıcaklık kontrolü yapılarak döküme geçilir. Döküm alındıktan sonra astar yüzeyi kontrol edilir. Tekrar döküm alınmayacaksa ocak kapağı kapatılarak daha geç soğuma sağlanmalıdır. Böylece astarın ömrü uzatılmış olur. Bir sonraki yükleme programı biliniyorsa, yükleme yapılıp ocak kapağı kapatılarak bekletilebilir.