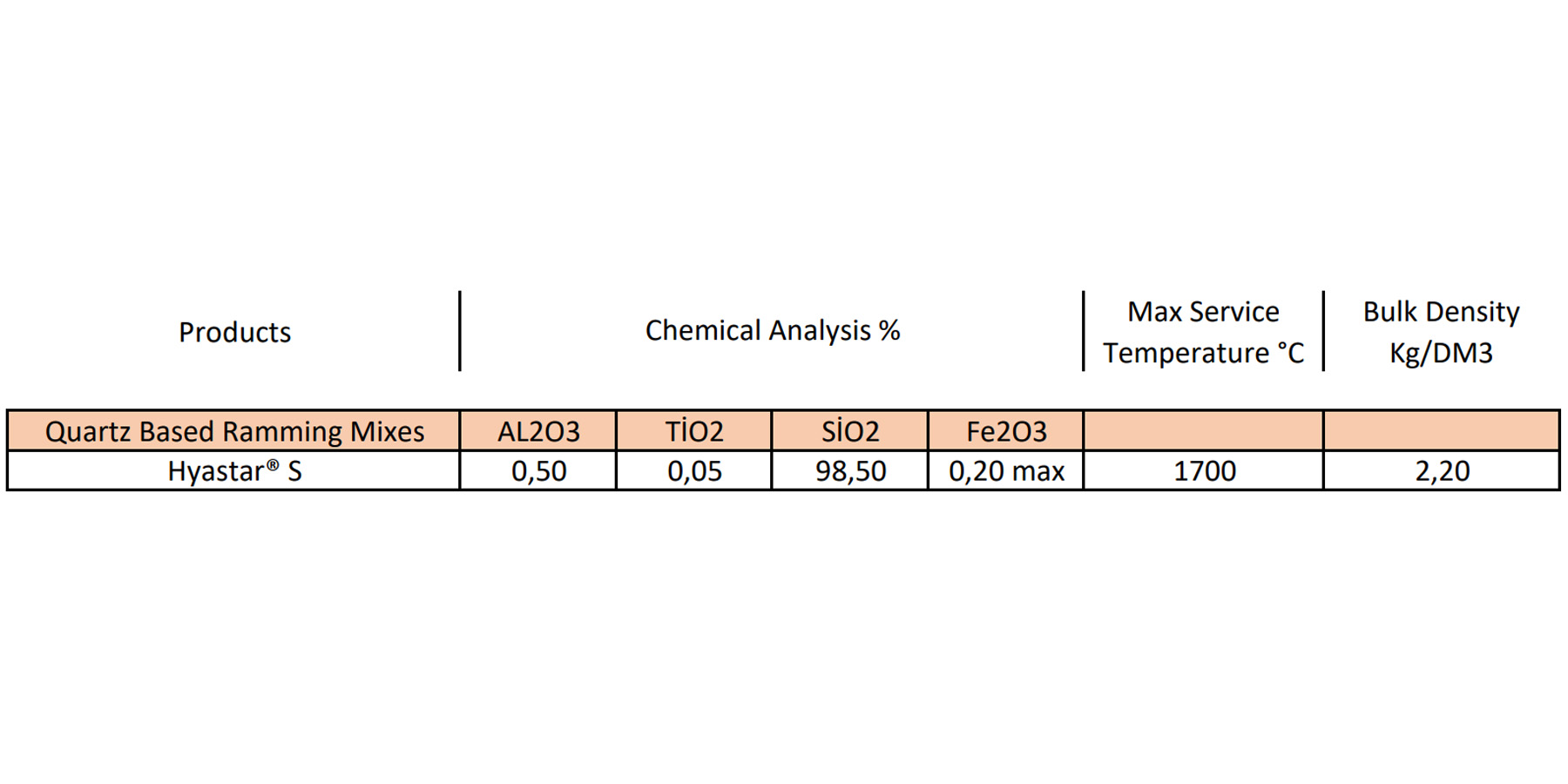
Quartz Based Ramming Mixes
Sintering of the rammed lining is the final stage of lining installation. Now, clean scrap or metal can be placed inside the form (template) to start the melting process. The scrap material must not touch the side walls of the form. The most critical point here is that the form maintains its shape until the end of the sintering without tearing. For this purpose, the change in sintering temperature must follow a certain rate. A very rapid temperature increase will cause the form to tear, so such practice must be avoided. The sintering furnace should be pig iron, ductile iron, or copper alloy. The use of cast iron plates for sintering is recommended.
The furnace is commissioned, and sintering is continued up to 575°C by increasing the furnace temperature at a rate of 120-150°C per hour. It is held at 575°C for 30 minutes. From 575°C to 850°C, the temperature is increased regularly over 1.5 hours. Meanwhile, care should be taken to ensure the form does not tear; if tearing is observed in the form, the temperature is lowered.
It is held at 850°C for half an hour. From 850°C to 1200°C, it is increased within 30 minutes. Since metal melting begins in the furnace, no holding is required after this degree, so it is increased from 1200°C to 1570°C over 3 hours.
Attention should be paid to furnace feeding. After melting, the metal level in the furnace should be raised. When the pouring temperature is reached in the furnace, it is increased by 50°C and held at this temperature for a minimum of 30 minutes and a maximum of 60 minutes, depending on the furnace size.
Slag is removed, temperature control is performed, and pouring begins. After the pour is completed, the lining surface is inspected. If another pour is not to be performed immediately, the furnace lid is closed to ensure slower cooling. This extends the service life of the lining. If the next charging schedule is known, charging can be performed, and the furnace can be kept waiting with the lid closed.