Nötr Astarlar

Nötr Astarlar
Harcın Kullanılmadan Önce Kontrolu ve Islak Harcın Kurutulması:
Astar malzemesi ambalajı açılarak rutubet alıp almadığı kontrol edilir. İleri derecede rutubet almış bazik refrakter malzemelerin stabil yapıları bozulur. Yapısı bozulacak şekilde rutubet almış malzeme (Harç ambalajı içerisinde taşlaşmıştır veya elle zor ufalanabilir şekilde sertleşip katılaşmıştır.) kurutulsa dahi kullanılmamalıdır. Zira kullanılması büyük problemler doğuracaktır. Nakliye sırasında veya herhangi bir sebeple kısa süre önce ıslanmış olan malzemenin yapısı bozulmadan kurutularak kullanılması mümkündür. Kurutma 60°C sıcaklığın altında yapılır. Malzeme temiz bir tavaya veya uygun bir alana serilerek kendi kendine kurumaya bırakılır. Isıtılarak kurutma yapılacaksa 60 - 100°C arasındaki sıcaklık hızla geçilmelidir. Zira malzemenin bu sıcaklık aralığında hidratasyon eğilimi fevkalade yüksektir. Islanmış malzeme uzun süre bu sıcaklık arasında tutulursa hidratasyona uğrayıp bozulur. Bozuk malzemenin kullanılmasının çok sakıncalı olabileceğini tekrar belirtiriz.
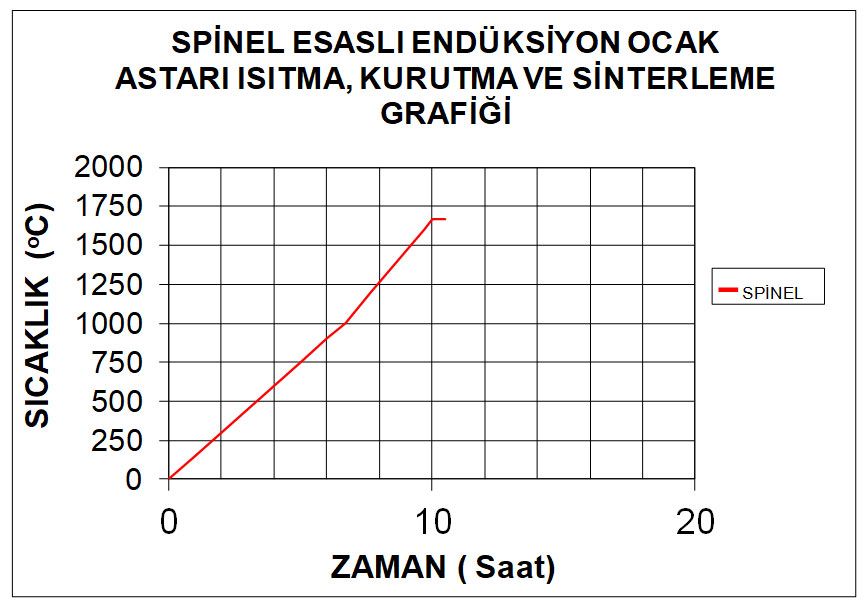
Isıtma Ve Sinterleme:
150°C/saat hızla 1000°C’ ye, 200°C/saat hızla döküm sıcaklığının 50°C üzerine kadar ısıtılır. 30 dakika bu sıcaklıkta beklenir. Sonra sıcaklık düşürülerek döküm sıcaklığına inildiği zaman döküme geçilir.
150 °C / saat
1 Saat sonra 150 °C
2 Saat sonra 300 °C
3 Saat sonra 450 °C
4 Saat sonra 600 °C
5 Saat sonra 750 °C
6 Saat sonra 900 °C
6,40 Saat sonra 1000 °C
6 saat 40 dakika sonra 1000 °C
200 °C / saat
7,40 Saat sonra 1200 °C
9,40 Saat sonra 1600 °C
10 Saat sonra 1667 °C
10,30 Saat sonra 1667 °C
Astar Malzemenin Uygulanması İle İlgili Pratik Bilgi Ve Tavsiyeler
Astar malzemesi kullanılmadan önce ambalajı açılarak rutubet alıp almadığı kontrol edilir. Rutubet almış astar malzemesinin usulüne uygun şekilde kurutulduktan sonra kullanılması uygun olur. Temiz bir sac tavaya dövülecek malzemeden 2- 3 torba dökülür. Nakliye sırasında oluşabilecek ayrışmaları gidermek için yeteri kadar karıştırılır. Daha sonra bu karışımın yaklaşık bir torbası dövülür. Sonra yeni bir torba astar tavaya dökülerek tekrar yeteri kadar karıştırılır. Yine yaklaşık bir torbası dövülür. Tavada kalan malzemeye yeni bir torba daha eklenir, işlem bitinceye kadar devam edilir. Bu uygulama ile astar dokusundaki tane dağılımı farklılıkları en aza indirilerek her bölgede homojen bir yapı elde edilir. Dövme işlemi bittikten sonra tavada kalan malzeme bir sonraki kullanımda başlangıç malzemesi olur.
Dövülecek astarın tamamı dökülüp karıştırıldıktan sonra dövülürse iri taneleri tavada kalma meyli nedeni ile yeterli homojenlik sağlanamayabilir. Tabana yakın bölgelerde çok kalın, yukarılara doğru incelen bir sinterleşme oluşur. Küçük ocaklarda ve vibratörle dövme halinde astar malzemesinin tamamının bir defada karıştırılması mümkündür. Ancak astarın yeterli homojenlikte karıştırılmasına özen gösterilmesi ve ocağa şarjı sırasında tekrar ayrışmamasına dikkat edilmesi gerekmektedir. Genel olarak üç torbadan fazla astarın elle karıştırılmasında miktar fazlalığı nedeniyle başarı sağlanamamaktadır.
Ülkemizde özellikle küçük ocaklar genellikle uygun bir alet yardımıyla elle dövülmektedir. Uygun aletten maksat yassı, yuvarlak ve çatal uçlu dövücülerdir. Önce potanın dibine 50- 75 mm kalınlığında bir tabaka yassı veya çatal uçlu dövücüyle dövülür. Sonra yuvarlak dövücü ile yüzey iyice düzeltilir. Şablon yerleştirilip takozlarla merkezlenerek sıkıştırılır. Yan duvarların dövülmesi sırasında şablonun yukarıya doğru hareket etmemesini ve oynamamasını temin için içerisine uygun ağırlık konulur. Sonra yan duvarlar yaklaşık 60 mm kalınlığında tabakalar halinde dövülür. 60 mm tabaka kalınlığı elle dövme için en uygun dövme kalınlığıdır. Daha kalın tabakalar iyice sıkıştırılamayacağı için sinterleme sırasındaki titreşimlerle sıkışarak boşluklar meydana getirir. Banyo teşekkül edip sıvı metalin temasında da, penetrasyonuna sebep olabilir.
Vibratörle dövme sırasında üst bölgelerde gerekli sıkıştırmanın düzgün bir şekilde sağlanabilmesi için astarın üzerine simit şeklinde bir ağırlık konulmasında fayda olduğu gözlenmiştir. Kullanılabilecek ağırlığın iç çapı şablon dış çapından biraz büyük, dış çapı ise astar dış çapından çok az küçük olmalıdır.
Anormal astar aşınmalarının önlenebilmesi için şu tedbirlerin alınması faydalıdır:
Ocağa ve işe en uygun kalitede astar malzemesi seçilmelidir.
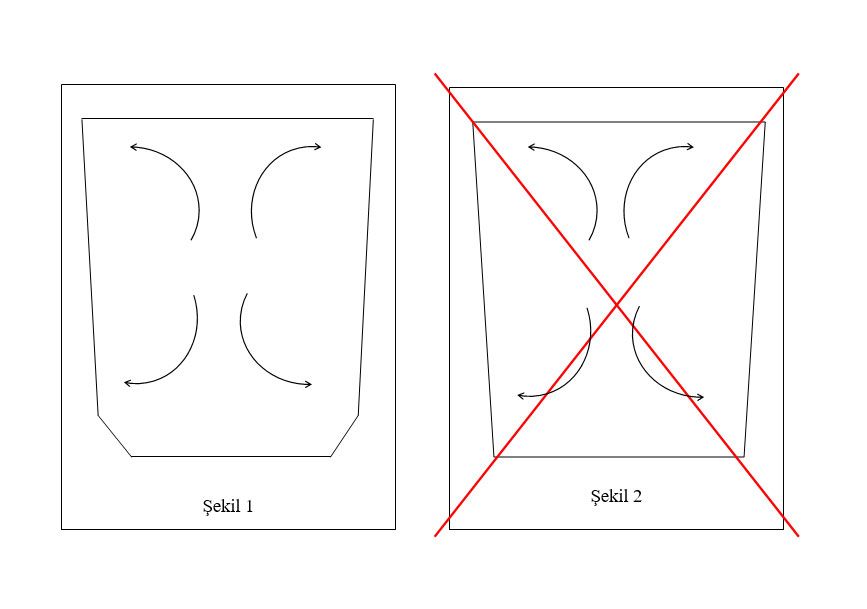
İndüksiyon ocaklarında astarın dövülmesi esnasında kullanılan şablonun tabanı; indüksiyon ocağında erimiş metalin hareketinden dolayı kavisli olacak şekilde imal edilerek kullanılmalıdır. (Şekil 1 )
Kesintili çalıştırılan indüksiyon ocaklarında çatlaklar oluşabilir. Kılcal çatlaklar oluşmuş ise Spinel astar tamir harcı sıvanarak kapatılmalıdır. Çatlaklar geniş ise indüksiyon ocağının kendi astarı ile kapatılmalı ve ocak öyle ısıtılmalıdır.
Kesintili çalıştırılan ocaklarda astar tabakasında; ısınma esnasında genleşme ve soğuma esnasında büzülme gibi hacimsel hareketler oluşabilir. Taneli ve yoğunluğu yüksek malzeme olduğundan astar tabakasında gevşeme olabilir. Bundan dolayı indüksiyon ocağının ilk dövülmesinden itibaren 15-20 şarj alındıktan sonra astar tabakasının arka kısmına 1-1,5 cm kalınlığında bir demir çubuk sokularak kontrol edilmelidir. Şayet kolaylıkla demir çubuk astar tabakasına girebiliyorsa sıkılaştırma (şişleme) işlemi yapılmalıdır. Astar tabakasının üst (ağız) kısmı sıyrılarak arka kısımlarına ince demir çubuk sokularak astar tabakası sıkılaştırılmalıdır. Şişleme işlemi sırasında sıkışan astar tabakasında çökmeler olabilir. Spinel astar ilave edilerek tekrar şişleme işlemine devam edilmelidir. Şişleme işlemi bittikten sonra üst kısmı sodyum silikat (cam suyu) ile ıslatılarak sıvanmalı ve ocak çalıştırılmalıdır.
Spinel esaslı indüksiyon ocak astarının ısıtma ve sinter programına mutlaka uyulmalıdır veya yakın değerlerde yapılmalıdır. Isıtma ve sinter programına göre çalıştırılırken daima ocak dolu olmalıdır.
Hurda şarjı sırasında hurdanın astara çarptırılıp astarı tahrip etmesi önlenmelidir.
Sıcak şarjlarda ocağa sıvı metalle birilikte cüruf girmesine izin verilmemelidir.
Ocakta cüruf bekletilmemeli, en kısa zamanda alınmalıdır.
Gereksiz ve ani sıcaklık yükseltilmesinden kaçınılmalıdır.
Oksitli ve temiz olmayan, mermer, kireç, çimento ve benzeri safsızlıklar ihtiva eden hurdalar şarj edilmemelidir.
Banyo sıcaklığı, döküm için hazır olununca yükseltilmelidir.
Kesintili çalışma durumunda ocak termal şoka uğratılmadan, ocağın ağzı kapakla kapatılarak yavaş yavaş soğutulmalıdır.
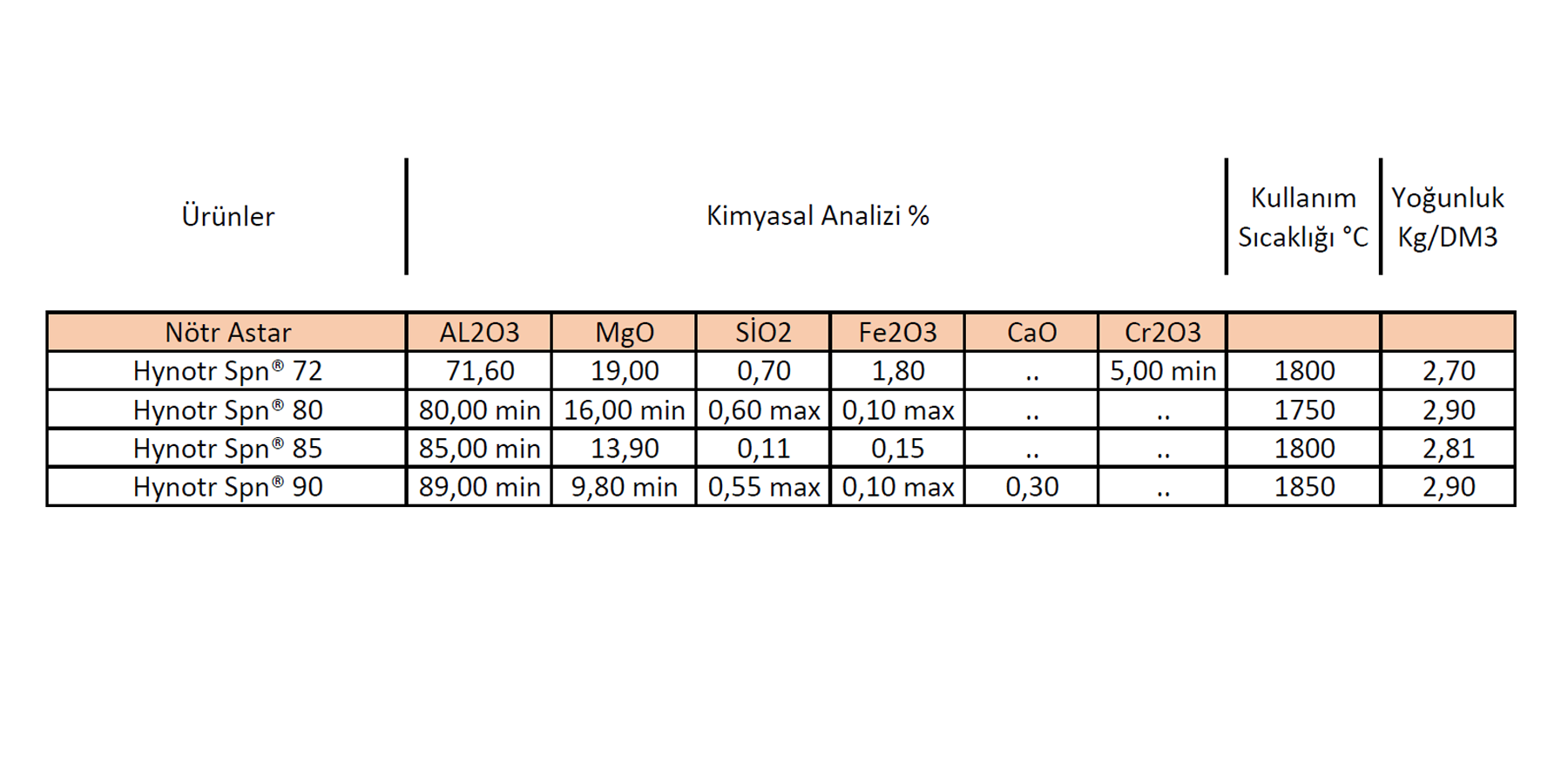
Hynotrspn® 72
Spinel esaslı indüksiyon ocak astarı,çelik,pik,sfero çok miktarda manganlı çelik üretimi yapan firmalarda başarıyla kullanılabilir. Nötr astar olduğundan termal şoklara dayanıklıdır.
Hynotrspn® 80
Spinel esaslı indüksiyon ocak astarı,çelik,pik,sfero az miktarda manganlı çelik üretimi yapan firmalarda başarıyla kullanılabilir. Nötr astar olduğundan termal şoklara dayanıklıdır. Çatlama oluşturmaz.
Hynotrspn® 85
Spinel esaslı indüksiyon ocak astarı eşit miktarda çelik ve pik sfero üretimi yapan firmalarda başarıyla kullanılabilir. Nötr astar olduğundan termal şoklara dayanıklıdır. Çatlama oluşturmaz. Asidik ve bazik karakterli cüruflara karşı dayanıklı bir malzemedir.
Hynotrspn® 90
Spinel esaslı indüksiyon ocak astarı genelde çelik ve az miktarda pik, sfero üretimi yapan firmalarda başarıyla kullanılabilir. Nötr astar olduğundan termal şoklara dayanıklıdır. Yüksek sıcaklıklara mukavemetli bir malzemedir.