Neutral Linings

Neutral Linings
Checking the Mortar Before Use and Drying the Wet Mortar:
The lining material packaging is opened to check whether it has absorbed moisture. The stable structure of basic refractory materials that have absorbed high levels of moisture is destroyed. Material that has absorbed enough moisture to ruin its structure (has turned to stone inside the mortar packaging or has hardened and solidified to the point of being barely crushable by hand) should not be used even if dried. This is because its use will cause major problems. Material that has absorbed a small amount of moisture shortly before due to transit or any other reason can be used after being dried before its structure is destroyed. Drying is carried out at a temperature below 60°C. The material is spread out on a clean pan or a suitable area to dry on its own. If it is to be dried by heating, the temperature between 60 - 100°C must be passed quickly. This is because the hydration tendency of the material in this temperature range is extremely high. We must reiterate that if wet material is kept between these temperatures for a long time, it will undergo hydration and degrade, and using degraded material can be very hazardous.
Heating and Sintering:
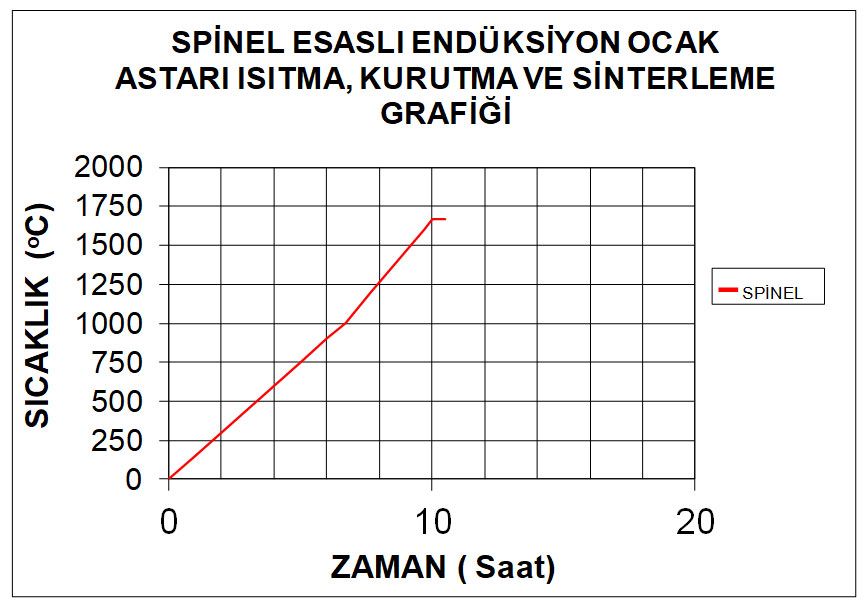
It is heated to 50°C above the pouring temperature at a rate of 150°C/hour up to 1000°C, and at a rate of 200°C/hour thereafter. It is held at this temperature for 30 minutes. Then, when the temperature is lowered and the pouring temperature is reached, pouring begins.
150 °C / hour
1 Hour later 150 °C
2 Hours later 300 °C
3 Hours later 450 °C
4 Hours later 600 °C
5 Hours later 750 °C
6 Hours later 900 °C
6.40 Hours later 1000 °C
6 Hours 40 minutes later 1000 °C
200 °C / hour
7.40 Hours later 1200 °C
9.40 Hours later 1600 °C
10 Hours later 1667 °C
10.30 Hours later 1667 °C
Practical Information and Recommendations Regarding the Application of Lining Material
Before using the lining material, the packaging is opened to check whether it has absorbed moisture. Lining material that has absorbed moisture can be used after being dried in a suitable manner. Tempered iron plate; 2-3 bags are poured onto the pan where ramming will be performed. To eliminate segregation that may occur during transit, it is thoroughly mixed for about a turn. Then, more dry lining material is poured, and it is mixed again for about a turn. Then, approximately one turn of dry material is added. The remaining material in the pan is added, and mixing continues until it becomes a single batch. With this application, the grain size distribution differences in the lining phases are minimized, and a homogeneous structure is achieved in every region. Material remaining in the pan after the ramming process is completed becomes the starting material for the next application.
Since there is a tendency to leave the material in the pan after the rammed lining is poured and mixed, sufficient homogeneity may not be achieved. While very thick sections form in areas close to the bottom, thinner layers form towards the top. If rammed properly, it is possible to mix all of the lining material at once. However, to show proper homogeneity in the lining, care must be taken not to segregate again during transport and charging. Generally, mixing more than three bags at once is not recommended due to mixing difficulties.
In our country, small furnaces are generally rammed by hand with a suitable tool. The intent of a suitable tool is flat, round, and fork-ended rammers. First, a layer of 50-75 mm thickness is rammed at the bottom of the furnace with a flat or fork-ended rammer. Then, the surface is leveled well with a round rammer. The centering of the form placed inside is checked with wedges. To ensure the form does not move upwards and wobble during side ramming, a suitable weight is placed inside it. Then, the side walls are rammed in layers approximately 60 mm thick. A layer thickness of 60 mm is the most suitable ramming thickness for manual ramming. Thicker layers will loosen during sintering due to vibrations because of improper compacting, creating voids. This can easily lead to penetration during contact with liquid metal.
During mechanical installation, using calibrated weights and ensuring correct alignment helps the lower sections compact properly. The dimensions of any auxiliary equipment must be precise relative to the form and lining diameters to maintain structural integrity.
To prevent abnormal lining erosions and maintain operational safety, it is beneficial to take the following precautions:
• High-quality lining material verified for the specific furnace and operation must be selected.
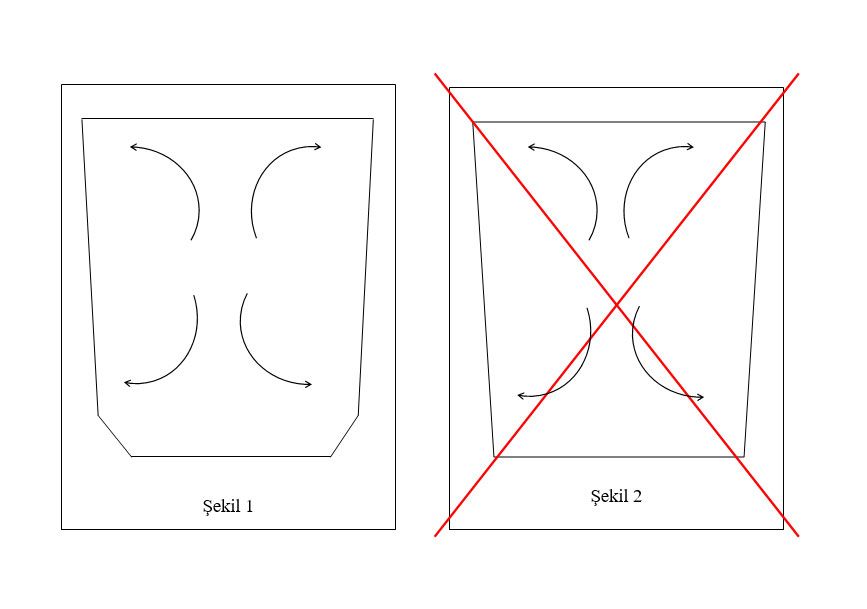
• The form used during the installation process in induction furnaces should be manufactured according to engineering specifications to accommodate metal movement (Figure 1).
• In furnaces operating intermittently, structural integrity should be monitored. If minor cracks appear, they should be assessed and treated with suitable repair mortars according to technical datasheets. Significant cracks require a full evaluation and professional repair before heating is resumed.
• In intermittently operating systems, thermal expansion and contraction can impact the density of the sintering layer. Regular inspections by qualified personnel are necessary. From the initial installation, the density and tightness of the rear lining sections should be monitored using standardized testing methods. If a loss of density is detected, a professional repair process must be initiated to prevent metal penetration.
• The heating and sintering schedule provided by the material manufacturer must be strictly followed. These protocols should be managed by automated systems or trained engineers to ensure precision.
• Operational procedures must ensure that scrap charging does not cause mechanical impact damage to the lining.
• Molten metal should not be held at temperature longer than necessary; the pouring process should proceed as soon as the material is ready.
• Avoid sudden thermal fluctuations and keep temperature increases within programmed safety limits.
• Ensure all charging materials are clean and free of contaminants like oils, moisture, or chemical impurities that could react with the refractory.
• Maintain the furnace at the target temperature only when ready for pouring to minimize thermal stress.
• For systems operating intermittently, cooling should be controlled and gradual to avoid thermal shock.
POINTS TO CONSIDER
Consistent material density is vital; therefore, the volume of material must be standardized for each session. The form thickness should meet engineering requirements (typically 4-5 mm). Manual processes should be performed by at least two trained individuals to ensure uniformity. Conical sections require specialized attention to ensure full compaction. In facilities without automated sintering programs, continuous monitoring and temperature logging are required. Always use clean scrap and maintain the furnace by removing slag regularly. Using designated cap repair materials for the spout and mouth sections can improve overall performance.
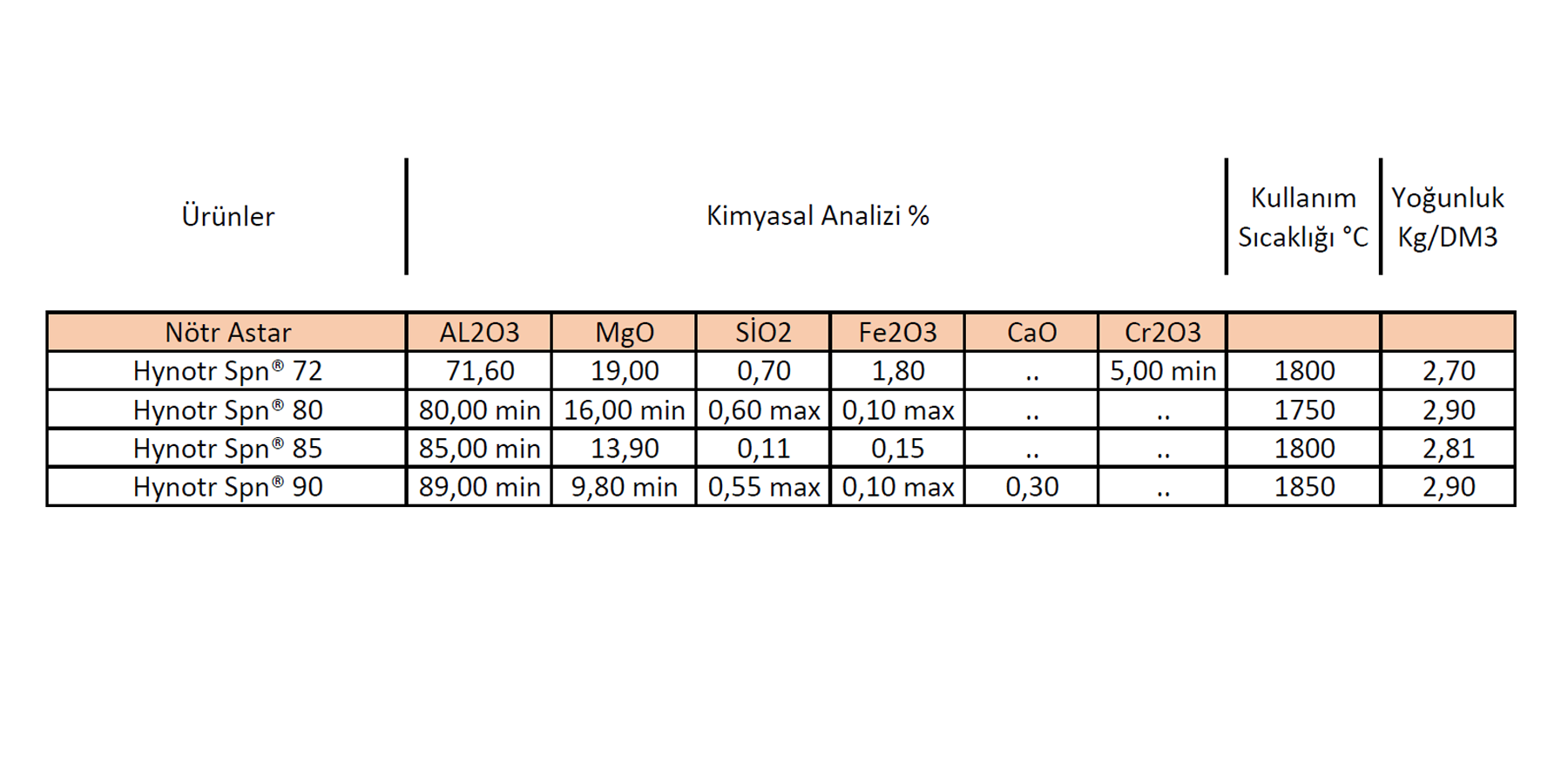
Hynotrspn® 72
It is a spinel-based induction furnace lining that can be successfully used by companies producing steel, pig iron, ductile iron, and high-manganese steel. Since it is a neutral lining, it is resistant to thermal shocks.
Hynotrspn® 80
It is a spinel-based induction furnace lining that can be successfully used by companies producing steel, pig iron, ductile iron, and low-manganese steel. Since it is a neutral lining, it is resistant to thermal shocks. It does not crack.
Hynotrspn® 85
It is a spinel-based induction furnace lining that can be successfully used by companies producing equal weight ratios of steel and pig iron, or ductile iron. Since it is a neutral lining, it is resistant to thermal shocks. It does not crack. It is a material resistant to both acidic and basic slags.
Hynotrspn® 90
It is a spinel-based induction furnace lining that can be successfully used by companies producing generally steel, and a small amount of pig iron or ductile iron. Since it is a neutral lining, it is resistant to thermal shocks. It is a material resistant to high temperatures.